Enhver, der har set et panel se rent ud på arbejdsbordet og derefter vise to lyse prikker under baggrundsbelysning ti minutter senere, kender problemet. Problemet er som regel ikke én dramatisk fejl. Oftere er arbejdsgangen drevet et sted mellem rengøring, justering, presning og trykaflastning. Det er her, et laminerings oca-setup fortjener sin plads. Det er ikke kun der for at klæbe glas til en skærm. Det holder en proces sammen, trin for trin, så den bundne stak forbliver stabil, når panelet forlader pladen og flytter til afbobling, inspektion og endelig pakning. I praksis dukker det samme mønster op igen og igen: justering, vakuumadfærd, pladekontrol og afboblingsdisciplin betyder mere end én prangende specifikation alene.
Mange beskrivelser stopper ved "boblefri laminering". Det overser pointen. I virkeligt reparations- og modul-arbejde er det svære ikke kun at få et panel til at se godt ud én gang. Det svære er at opnå det samme resultat kl. 9:20 om morgenen, igen kl. 14:40 om eftermiddagen, og stadig igen, når modellen skifter fra et fladt LCD til en smallere kantstruktur. Derfor holder denne artikel sig til den fulde vej i titlen: fra justering til afbobling. Den vej er der, hvor udbyttet ligger.
Hvad et lamineringssetup egentlig gør, og hvor det passer ind
En OCA-proces starter med en simpel opgave på papiret. Et dækglas, touch-lag eller displaystak bringes sammen med optisk klart klæbemiddel under kontrolleret vakuum og tryk. I praksis er opgaven dog mindre simpel. Maskinen skal fjerne indesluttet luft, forhindre stakken i at skride under presning og give klæbemidlet tilstrækkelig hjælp til at væde ud uden at indføre kantspænding, lokal uklarhed eller indesluttede kanaler. Familien af optisk bondingudstyr er bredere, end mange købere først forventer, lige fra kompakte skærmlamineringsenheder til vakuumlaminatorer og separat udstyr til fjernelse af bobler.
Det er derfor, den rigtige laminator oca-opsætning hører hjemme midt i en proces, ikke for enden af en indkøbsliste. En god linje er aldrig kun "køb en presse." Det er en sekvens: rengør stakken, oprethold justering, evakuer luft, laminer med kontrol, lad panelet falde til ro, og fjern derefter resterende mikro-bobler under afboblingsforhold, der matcher strukturen.
Simpelt sagt presser en OCA-lamineringsmaskine en displaysamling sammen under vakuum, så luften forlader, før klæbemidlet fuldt ud låser lagene. Den ene sætning lyder nydelig. Men det virkelige arbejde indeholder fire separate krav.
For det første skal fiksturen holde justeringen stabil i de første par sekunder, hvilket er det øjeblik, mange paneler driver. For det andet skal trykbanen være jævn nok til, at det ene hjørne ikke væder ud, mens et andet hjørne stadig fanger en tynd kanal. For det tredje skal pladen og bunden have tilstrækkelig planhed, så lokal kraft ikke presser defekter ind i stakken. Endelig skal resultatet være kompatibelt med næste trin, fordi et debubble-kammer kan fjerne mikro-hulrum, men det kan ikke redde dårlig justering eller snavs forankret inde i bindingen.
Typiske scenarier, hvor processen betyder mest
På et telefonrenoveringsværksted er det mest almindelige tilfælde udskiftning af frontglas på almindelige LCD- og OLED-modeller. Her er gennemløb vigtigt, men plads på arbejdsbordet er også vigtigt. Et panel kan kun tilbringe sekunder på pladen, derefter flyttes til et stativ og videre til afbobling. Det svage punkt er som regel ikke rå tonnage. Det er repeterbarhed under blandede modeller og blandede operatører. Kompakte automatiske vakuumopsætninger giver mening ved højfrekvent telefonreparation, når den opstrøms rengøringsrutine og nedstrøms afboblingsrytme allerede er kontrolleret.
På et efterbehandlingsværksted, der håndterer tablets eller større alt-i-én-paneler, viser et andet mønster sig. Bonding-området bliver bredere, glasset får mere plads til at bøje, og fixture-design ophører med at være et bi-problem. En lille hældning, der føles harmløs på en telefon, bliver et synligt problem på en 10-tommer eller 13-tommer del. Større vakuum-laminatorer fortæller den samme historie i hardwareform: når størrelsen vokser, holder pladeareal, trykbalance og specialforme op med at være valgfrie ekstrafunktioner.
For industriel displaymodul-arbejde bliver workflowet igen mindre tilgivende. En skærm til et kontrolpanel, et køretøjsdisplay eller en udstyrsgrænseflade behøver ikke kun optisk klarhed. Den har brug for konsistens på tværs af kørsler. Den samme limningslinje skal muligvis håndtere sorte kantområder, udskæringer, sensorer, tykkere dækselglas eller ulige formede vinduer. Det er derfor, industrielle teams ofte bekymrer sig mere om fixtur-gentagelighed, brugbart pladeområde og stabiliteten af vakuumvejen end om den hurtigste annoncerede cyklustid.
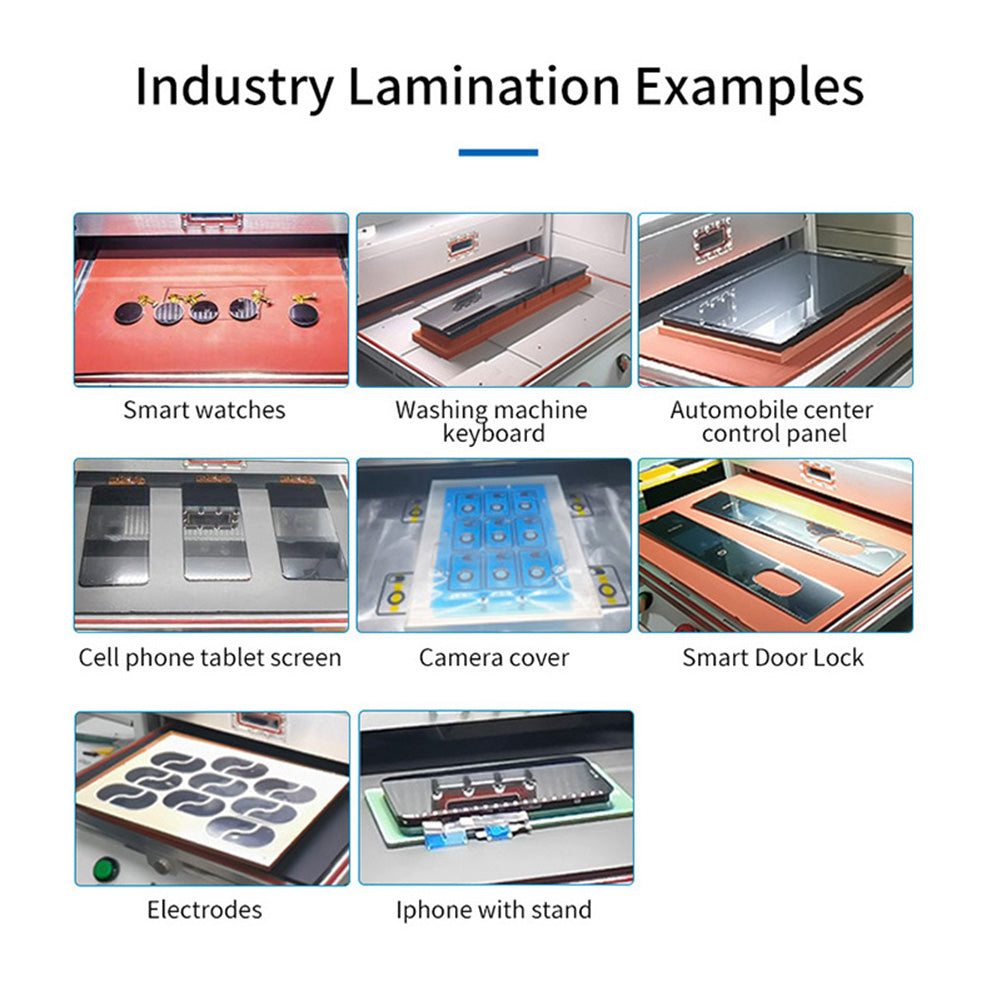
Anvendelsesområdet betyder noget. Små skærme, tablets, kontrolpaneler og formede dele kræver ikke det samme fra én limningsstation.
Hvorfor "fra justering til afbobling" er den rigtige ramme
Titlen fungerer, fordi den følger defektkæden baglæns. Hvis et færdigt panel viser kantmåner, nålepunkter, sløring eller sen boblerebound, sidder årsagen sjældent kun i det sidste kammer. En sen boble kan begynde som et fladtrykt mikro-hulrum. En sløret plet kan starte med dårlig vædning. En gentagende hjørnedefekt kan spores tilbage til fixturplanhed eller tryk-ubalance. I virkelig workflow-analyse viser det samme sig igen og igen: små fejl opstår hurtigere på bredere paneler, kantstrukturer reducerer procesmarginen, og bobler er normalt mønstrede snarere end tilfældige.
Det er også derfor, udtrykket laminator oca ikke bør læses for snævert. Maskinen betyder noget, ja. Men hvad der betyder mere er, om hele stationen omkring den gør maskinen nem at køre på samme måde hver gang. En stabil arbejdsplads er kedelig i den bedste forstand. Linere åbner i samme rækkefølge. Fixturer vender tilbage til samme position. Vakuum starter på samme punkt i sekvensen. Paneler hviler lige lang tid, før de afbobles. Et godt udbytte ser normalt almindeligt ud, når linjen er under kontrol.
Kerne-parametre, der faktisk afgør udbyttet
Specifikationsark kan være støjende. En linje om tryk lyder stærk. En linje om automatisering lyder moderne. Men på bænken dukker kun en håndfuld parametre op, når resultaterne afviger. Den hårde sandhed er denne: for det meste OCA-arbejde er kraft ikke det første spørgsmål. Kontrol er.
1) Justeringsmetode og fixturrepeterbarhed
Justering er, hvor undgåelig omarbejdelse ofte begynder. En displaystabel, der forskydes en smule, kan stadig passere et hurtigt blik under rumlys, især på paneler med sorte kanter. Under en strammere kontrol viser uoverensstemmelsen sig dog ved kanten, ved et kamera-vindue eller omkring en udskæring. Når det sker, kan afbobling ikke hjælpe.
Af den grund fortjener fikstursystemet mere respekt, end det normalt får. Skræddersyede forme fortjener mere opmærksomhed, end de ofte får. På standard telefonmodeller fremskynder en vellavet jig centrering og reducerer manuel korrektion. På større eller uregelmæssige dele er en skræddersyet form ikke en luksus. Det er forskellen mellem gentagelig justering og konstant skubben før hver cyklus.
En simpel regel holder godt her: jo bredere panelet er, desto mindre plads er der til "godt nok" positionering. En smal telefonskærm kan tilgive en lille placeringsfejl ved første kontakt. En tablet eller et industrielt panel vil normalt ikke. Derfor skal en laminator oca bedømmes ud fra, hvor roligt justeringen kan gentages, ikke ud fra hvor dramatisk presbevægelsen ser ud.

Justering er ikke glamourøst, men det afgør, om de næste tre trin er rutine eller irriterende.
2) Brugbart understøtningsområde, ikke kun maskinstørrelse
Der er en stor forskel mellem en ydre maskinramme og det pladeområde, der faktisk understøtter arbejdet. Den forskel bliver tydelig i det øjeblik en større stak sidder tæt på kanten af det brugbare område. Pludselig er spørgsmålet ikke "Kan maskinen tage denne del?" men "Kan maskinen understøtte denne del jævnt?"
En kompakt opsætning og en større-format opsætning understøtter meget forskellige arbejdsstile. Den ene er bygget til gentagen håndtering af små skærme med hastighed. Den anden er bygget til større glas og arbejde med blandede formater, hvor understøttelsesområdet betyder langt mere.
Denne sondring er vigtig under udvælgelsen. Et team, der hovedsageligt håndterer 6-tommers telefonpaneler, kan leve lykkeligt med en mindre plade, hvis fiksturen og vakuumadfærd er stabil. En linje, der blander telefoner, tablets og bredere displaymoduler, vil føle sig trang på den samme plade næsten øjeblikkeligt. I dette tilfælde er det en fejl at vælge kun ud fra det eksterne fodaftryk.
3) Vakuumadfærd og trykvej
De fleste diskussioner taler om "at have vakuum", som om det var en enkelt kontakt. Det er det ikke. Vakuumkvalitet er vigtigt, fordi det ændrer, hvordan luft forlader stakken, og hvor jævnt klæbemidlet begynder at væde ud. Tryk er vigtigt, fordi når vakuumtrinnet har gjort sit arbejde, skal pressestien afslutte kontakten uden at tvinge indesluttede kanaler til et andet sted.
Den virkelige sekvens betyder mere end den overskriftsmæssige specifikation: først evakuering, derefter kontrolleret pladebevægelse, ikke tilfældig presning og håb om, at luften forsvinder. Dette gælder især for større formater, hvor ensartethed er lige så vigtig som tempo.
I telefonreparation hjælper hastighed kun, når vakuumvejen forbliver konsistent, og de små paneler ikke forskydes under den første kontakt. Højfrekvent arbejde kræver tempo, men hurtighed uden kontrol skaber blot hurtig omarbejdning.
4) Temperaturområde og hvornår varme faktisk hjælper
Varme overdrives. Ikke alle OCA-workflows kræver aggressiv opvarmning. I mange tilfælde med skærmrenovering er målet ikke at "koge" klæbemidlet. Målet er at hjælpe med vædning, reducere viskositeten, hvor det er nødvendigt, og holde kontaktvejen jævn nok til, at bindingen afsluttes rent.
Dette er også der, hvor dårligt valg ofte sker. En linje ser et højere temperaturtal og antager, at det er sikrere. Ikke altid. På sarte stakke, især med blandede materialer og kantstrukturer, kan for meget varme på det forkerte sted skabe ny stress i stedet for at reparere gamle defekter. Kontrolområdet er normalt mere nyttigt end et dramatisk top-end-tal.
Enkelt sagt er lamineringsvarme og afboblingsvarme ikke det samme værktøj brugt to gange. Den ene hjælper med at etablere bindingen. Den anden hjælper med at afslutte en næsten korrekt binding ved at kollapse resterende hulrum under kontrollerede forhold.
5) Parallelitet og lokal trykbalance
Parallelitet lyder som en laboratorieterm. På bænken viser det sig som et hjørne, der altid opfører sig lidt anderledes. Måske væder det hjørne langsommere. Måske har det en svag halvmåneform. Måske skaber det kun problemer på bredere paneler. Disse gentagende mønstre er ofte mere informative end noget specifikationsark.
Det samme problem dukker op igen og igen i praksis: trykbalance, fixturens planhed og hjørneadfærd betyder mere, end folk først antager. En maskine kan have anstændig kraft og stadig yde dårligt, hvis pladen, underlaget eller fiksturen introducerer lokal ubalance. På en travl linje bliver disse problemer ofte fejlagtigt mærket som "bobleproblemer", selvom den sande årsag er ujævn første kontakt eller inkonsekvent pladestøtte.
6) Gennemløb, der forbliver stabilt under blandet arbejde
Annonceret hastighed er let at citere og svært at bruge godt. Alligevel er det vigtige tal ikke den korteste kørsel i en ren demo. Det er den gennemsnitlige kørsel, der stadig giver rent baggrundslys, lav omarbejdning og håndterbar operatørrytme gennem et helt skift.
Når en arbejdsgang kombinerer laminering og umiddelbar efterfølgende boblekontrol i en strammere sekvens, kan håndteringstrin reduceres, støveksponering kan reduceres, og linjen kan bevæge sig med færre afbrydelser. Alligevel hjælper en kompakt kombineret layout kun, hvis maskinen passer til den virkelige delstørrelse og det virkelige defektmønster. Et lille, bordvenligt format er fantastisk til telefoner. Det er det forkerte svar for en større automotive eller industriel stak.
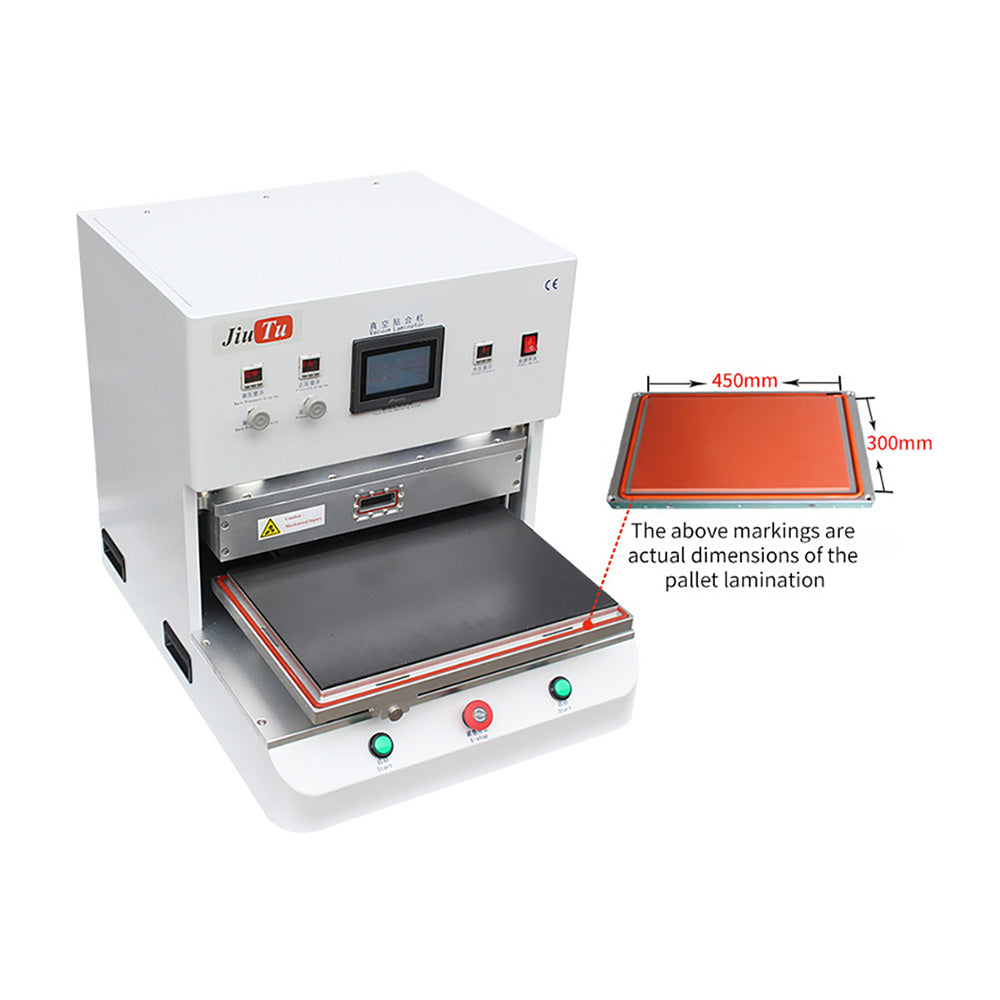
Pladestørrelse og brugbart areal er praktiske detaljer. Når skærme bliver større, ophører de med at være små detaljer.
7) Nedstrøms kompatibilitet med afboblingsbetingelser
Et lamineringsresultat bør ankomme til afboblingsstationen i en tilstand, som kammeret faktisk kan forbedre. Det lyder indlysende, men mange linjer ignorerer det. Hvis det laminerede panel allerede indeholder snavs, synlig fejljustering, ridsemærker eller store indesluttede kanaler, bliver afboblingstrinnet et falsk håb.
Nøglepunktet er simpelt: kammeret er et afsluttende trin for resterende bobler, ikke et reparationstrin for enhver opstrømsfejl. Det er den rigtige måde at se afboblingsudstyr på. Det skal færdiggøre et næsten korrekt panel, ikke redde et dårligt.
Processflowet: fra justering til afbobling
Dette er den del, der normalt afgør, om en station føles rolig eller konstant bagud. Selve trinene er ikke mystiske. Det, der betyder noget, er, at den samme sekvens sker på samme måde, med de samme kontroller, selv når rummet er travlt.
Trin 1: Efterse den indgående stak, før en liner åbnes
Start med panel-, glas- og OCA-tilstanden, før du blotter klæbemidlet. Et hurtigt kig under skråt lys sparer tid senere. Små skår nær en kant, støv omkring en sensorudskæring og ujævn liner-spænding er små detaljer, men de bliver ofte meget synlige efter presning.
I mange værksteder sniger utålmodigheden sig ind her. En stak ser fin ud på afstand, så den går direkte til laminering. Ti minutter senere sender en enkelt hvid prik under baggrundsbelysning hele delen tilbage til omarbejdning. Pointen er enkel: partikelprikker, ridser og ægte justeringsfejl er ikke afboblingsproblemer. De starter tidligere.
En praktisk vane hjælper her. Hold inspektionsbelysningen i samme vinkel og afstand for hvert job. Tredive ekstra sekunder under stabilt lys er billigere end at genåbne en bundet del.
Trin 2: Tørpas og bekræft justeringspunkter
Før trykket starter, skal stakken have en kendt reference. På en telefonskærm kan det være en kant, et højttalervindue eller en kameraåbning. På et større modul kan det være en fixturskuldre, en lokaliseringsstift eller en tapet stop på formen.
Det er her, mange teknikere bliver fristet til at "øjemåle den sidste millimeter." Det virker, indtil det ikke gør. En tørpasning tager lidt tid og afslører, om jiggen virkelig understøtter modellen. Hvis stakken vil vugge, dreje eller krybe under let kontakt, er problemet allerede synligt, før vakuumcyklussen begynder.
Til reparationsarbejde med blandede modeller kan en mindre laminator oca-opsætning stadig udføre fremragende arbejde, når jiggene er nøjagtige, og placeringsrutinen er disciplineret. Uden denne rutine vil selv en stærkere maskine blot presse fejl hurtigere.
Trin 3: Begynd vakuumlaminering med kontrolleret kontakt
Når stakken er justeret, skal vakuumtrinet gøre én ting godt: fjerne luft, før klæbemidlet presses i fuld kontakt. Det samme punkt dukker op igen og igen i den virkelige arbejdsgangsanalyse. Brede dele og kantstrukturer reducerer margen. Små afvigelser i vakuumstabilitet, fixturplanhed og tryktiming skaber defekter, der kun ser tilfældige ud efterfølgende.
I dagligt arbejde bør laminatoren oca trinnet aldrig forhastes, blot fordi panelet er lille. Små paneler er hurtige, ikke tilgivende. De skjuler mindre område, men de fanger stadig støv, kantluft og skrabemærker, hvis startsekvensen ændres fra et job til det næste.
Et praktisk eksempel gør dette klarere. Forestil dig et reparationsværksted, der laver tolv telefonskærme før frokost. De første fem ser rene ud. Derefter kører en model med en strammere kantradius igennem med de samme indstillinger. Hvis vakuumtrækket eller pressetidspunktet er lidt af, kan det første hint være en svag hjørnehalvmåne, der kun viser sig, efter delen er kølet ned. Det er ikke uheld. Det er en uoverensstemmelse i arbejdsgangen.
Trin 4: Slip, hvil, og undgå hårdhændet håndtering
Efter laminering bør panelet ikke håndteres som færdigvare. Bindingen er påbegyndt, ikke færdig. Presning, løftning eller bøjning for hurtigt kan forstyrre områder, der endnu ikke er fuldt stabiliserede. Det gælder især for større dele og strukturer, hvor klæbemiddelbanen er længere.
En kort hvileperiode lyder gammeldags, men det hjælper. Selv et eller to minutter på en ren, flad bakke kan gøre næste trin mere forudsigeligt. Pointen er enkel: skab ikke håndteringsfejl og skyld derefter på afboblingskammeret.
Trin 5: Afbobling for at færdiggøre den optiske binding
Dette er det øjeblik, mange linjer taler mindst om og er mest afhængige af. Et godt afboblingstrin erstatter ikke korrekt laminering. Det færdiggør det. Et ordentligt afboblingskammer er der for at færdiggøre en næsten korrekt binding under kontrolleret tryk og varme, ikke for at fungere som en gæt-og-vent-boks for enhver opstrømsfejl.
Det er også her, hvor svag proceslogik ofte viser sig. Nogle arbejdsstationer behandler enhver boble som den samme boble. Det spilder tid. En mikro-luftklynge efter ellers god gennemvædning er et kammerjob. Forskydning er ikke. En partikel-forankret plet er ikke. En ridse under glasset er ikke. Den forskel betyder noget, fordi den adskiller, hvad kammeret kan forbedre, fra hvad det ikke kan.
Den praktiske effekt er enorm. Når en linje holder op med at smide enhver defekt til afbobling, bliver cyklusplanlægningen renere. Gode paneler kommer ind. Dårlige paneler sorteres fra tidligere. Gennemstrømningen forbedres, selv uden at købe en hurtigere maskine.

Afbobling virker bedst, når den færdiggør en næsten korrekt binding, ikke forsøger at skjule opstrømsfejl.
Trin 6: Efterse under baggrundslys, ikke kun under rumlys
Baggrundslysinspektion er, hvor en proces bliver ærlig. Et panel, der ser acceptabelt ud på en grå arbejdsstation, kan vise dis, kant-halvmåner, peberprikker eller ringlignende mønstre, så snart lys kommer igennem det. Derfor skal den endelige kvalitetskontrol matche de faktiske brugsbetingelser så tæt som muligt.
For smartphone-reparation er en hurtig funktionstestfixtur og en vinklet baggrundslyskontrol normalt nok til at sortere gode fra tvivlsomme dele. For større moduler hjælper en stabil lyskilde og en gentagelig inspektionsvinkel mere end lange diskussioner efterfølgende. Hvis defekter bliver ved med at dukke op i det samme hjørne eller omkring den samme udskæring, har linjen allerede et spor. Stationen bør lytte.
En arbejdsgangs-tjekliste, der holder linjen ærlig
Nedenfor er en simpel tjekliste for skiftstart og kørselsstart. Den er bevidst enkel. Elegant SOP-sprog forhindrer sjældent et dårligt panel; konsekvente vaner gør.
Tjekliste før kørsel
-
Arbejdsbord tørret af efter beskidte opgaver, ikke under OCA-håndtering
-
Inspektionslys tændt og fastgjort i den sædvanlige vinkel
-
Fixtur eller form matcher den nøjagtige panelversion
-
Dækglas, display og klæbemiddel kontrolleret for chips, støv og linerproblemer
-
Vakuumpumpe, luftledning og pladeoverflade kontrolleret før første cyklus
-
Lamineringsindstillinger bekræftet for den struktur, ikke blindt kopieret fra den sidste
-
Hvilebakke forberedt, så limede paneler ikke stables for tidligt
-
Afboblingskammerplan matchet med den aktuelle batcetype
-
QC-lys eller baggrundslystest klar, før færdige dele akkumuleres
-
Et prøvepanel gennemgået, før linjen kommer i fuld rytme
Ingen af disse ti kontroller er komplicerede. Netop derfor bliver de sprunget over, når en arbejdsstation har travlt. Tjeklisten ser næsten for simpel ud. Alligevel stammer de fleste gentagne fejl på en travl arbejdsstation fra at springe et af disse ti punkter over, ikke fra at mangle en hemmelig parameter.
Parring af logik: laminering og afbobling bør vælges sammen
Mange udstyrsbeslutninger går galt her. Et team køber først en lamineringsenhed og tilføjer derefter senere en hvilken som helst boblefjerner, der ser ud til at være tilgængelig. Den bagvendte rækkefølge kan fungere, men den efterlader ofte et misforhold mellem outputrytme og færdiggørelseskapacitet.
Den stærkere tilgang er at tænke i par. Hvis den opstrøms station er hurtig og kompakt, skal den nedstrøms kammer absorbere den hastighed uden at blive en parkeringsplads for halvfærdige paneler. Hvis den opstrøms station håndterer større dele, skal det nedstrøms kammer matche den fysiske størrelse og defektprofilen for disse dele. Derfor er en OCA vakuumlaminator ikke kun et isoleret køb. Det er den ene side af en linjelogik.
Hvad ændrer sig mellem telefonarbejde og industrielt modul-arbejde
Telefonarbejde belønner rytme. De samme modeller vender tilbage igen og igen, og linjen bliver hurtigere, når fixturer, rengøring og lamineringstidspunkt forbliver konsekvente. Industrielt modul-arbejde belønner forberedelse. Blandingen er bredere, delene er større, og en fejl kan binde meget mere materiale.
Denne forskel forklarer, hvorfor udtrykket oca machine 2 in 1 appellerer mere i ét miljø end et andet. På en telefonbænk med høj omsætning kan en strammere kombineret arbejdsgang reducere bevægelse og støveksponering. På en større modul linje giver separate stationer ofte mere mening, fordi delstørrelse, fixturvariation og kammerplanlægning kræver mere plads til at ånde.
Købsråd: vælg arbejdsgangen, ikke kun maskinen
En købsbeslutning bliver lettere, når processen er klar. Spørgsmålet er ikke længere "Hvilken maskine er bedst?", men "Hvilken arbejdsgang forbliver stabil for den faktiske delblanding?" Det er et meget bedre spørgsmål.
Den bedre udvælgelsesregel
Her er den direkte version: køb til den sværeste regelmæssige opgave, ikke den nemmeste hyppige. Hvis linjen lejlighedsvis ser større tablets, kantstrukturer eller industrielle paneler, bør udvælgelsen ikke kun baseres på den reneste telefon demo. Den sværeste regelmæssige opgave afslører fixturbehov, brugbare pladegrænser, og om afboblingskapaciteten er realistisk.
Derfor er den bredere kategori af laminator oca-udstyr vigtig. Det bredere udstyrslandskab gør det klart, at én stationstype ikke passer til alle brugsmønstre. Kompakte enheder, større vakuumlaminatorer, polarisator-fokuserede maskiner og separat boblefjernerudstyr eksisterer, fordi arbejdet i sig selv varierer.
Forskellige arbejdsbelastninger belaster ikke processen på samme sted.
Hvad der ændrer sig, er ikke den grundlæggende arbejdsgangslogik, men hvor denne logik først testes.
| Arbejdsbyrde | Hvor arbejdsgangen normalt bliver stresset først | Hvad operatører skal holde mest øje med | Hvad en stabil opsætning bør gøre lettere | |
|---|---|---|---|---|
| Gentagen istandsættelse af telefonskærme | Gentagelses træthed og usynlige genvejsvaner | Forskydning, forhastet overførsel og inkonsekvente baggrundslyskontroller på tværs af gentagne modeller | Hurtig, gentagelig placering, kort overførselsafstand og en afboblingsrytme, der ikke udvikler sig til en flaskehals | |
| Blandede omarbejdningsbænke | Variation mellem panelstrukturer, størrelser og kantbetingelser | Om stakken sidder naturligt, om første kontakt starter jævnt, og om indstillinger genbruges for afslappet | Klar fixturlogik, læsbar vakuumadfærd og nok fleksibilitet til at håndtere modelændringer uden improviserede løsninger | |
| Større tablets og displaymoduler | Støtte svaghed bliver lettere at se, når bindingens område bliver bredere | Ujævn støtte, hjørnespænding, flex under håndtering og gentagne fejl, der opstår på den ene side af panelet | Bedre støtte på tværs af arbejdsområdet, roligere håndtering efter laminering og et afboblingstrin matchet til den større limede stak | |
| Industriel eller formet displayarbejde | Små procesvariationer omdannes til gentagelige outputvariationer over kørsler | Fixtur gentagelighed, kant- og udskæringsadfærd, og om den samme inspektionsmetode bruges hver gang | Stabile forme, kontrollerede lamineringsbetingelser og en arbejdsgang, der forbliver forudsigelig på tværs af partier frem for kun i engangsdemonstrationer |
Det er derfor, den samme arbejdsgang kan føles rolig i ét miljø og skrøbelig i et andet. Sekvensen forbliver den samme, men trykpunkterne flytter sig med arbejdsbelastningen.
En kompakt laminator oca giver mening, når arbejdsbordet primært behandler standardtelefonarbejde, og resten af linjen allerede er ryddelig. Den rute er praktisk, ikke snæversynet. Fejlen er at forvente, at den samme opsætning føles lige behagelig på meget bredere paneler eller akavede modulformer.
Hvad telefonreparationsværksteder bør kigge efter
For en telefonrenoveringslinje er tre ting vigtigere end en dramatisk specifikationsliste. For det første skal fixtur-gentagelsesnøjagtighed være nem, fordi linjen lever af korte cyklusser. For det andet skal overførslen fra laminering til afbobling være kort og ren. For det tredje skal operatørsekvensen forblive enkel nok til, at fjerde time af skiftet ligner den første.
Det er derfor, kompakt automation og bænkerytme betyder så meget. I et telefonreparationsmiljø er det egentlige mål stabil gentagelse frem for overdimensioneret kapacitet. Nem opsætning, kort overførselsafstand og en rutine, der forbliver ren under gentagne modeller, er vigtigere end dramatiske overskriftsspecifikationer.
Hvad ingeniører der reparerer skærme bør kigge efter
En reparationsingeniør bekymrer sig normalt om forskellige ting. En enkelt mærkelig defekt gentaget tre gange er allerede for mange. Så de vigtigste kontroller bliver pladefladhed, fixturstøtte omkring svage kanter, og hvordan indstillinger oversættes mellem forskellige strukturer.
Til denne type arbejde er en maskine, der afslører og kontrollerer processen, bedre end en, der skjuler den under marketingsprog. PLC-indstillingskontrol, klar vakuumsekvensering og tilstrækkeligt pladeareal til at understøtte delen korrekt er mere nyttigt end vage påstande om at være "stærk" eller "avanceret". Det vigtigste er, om maskinbeskrivelsen gør driftslogikken klar, ikke kun det overordnede resultat.
Hvad industriel display-indkøb bør kigge efter
Indkøb på modulsiden bærer normalt to byrder på én gang. Linjen skal have tilstrækkelig kapacitet, og defekterne skal forblive forudsigelige. Det ene uden det andet er dyrt. En billig station, der skaber variabelt output, er ikke billig i nogen meningsfuld forstand.
Af den grund bør industrielt valg fokusere på fem ting: brugbar pladestørrelse, formstrategi, gentagelig trykvej, matchende afboblingskapacitet og leverandørens vilje til at tale om arbejdsgangen som et system snarere end en enkelt kasse. Det vigtigste er at evaluere optisk binding som et arbejdsgangs-økosystem snarere end at foregive, at én maskine løser ethvert scenarie.
Almindelige købsfejl, der viser sig senere
En almindelig fejl er udelukkende at vælge ud fra cyklustid. En hurtig første presning er ikke værdifuld, hvis stationen skaber mere afboblingsbelastning, mere håndteringsskade eller flere afviste baggrundslys. En anden fejl er at behandle større formatkapacitet som en bonus snarere end en anden type arbejde. Bredere paneler kræver forskellige fixturer, forskellig support og ofte et andet tempo.
Den tredje fejl er let at overse. Nogle linjer køber laminering først og udskyder afbobling til senere. Det føles billigere i øjeblikket. Senere skaber det dog et misforhold i kapacitet og defektbehandling. En linje, der tænker fremad, bruger normalt mindre tid på at improvisere omkring bobler, efter at maskinen er ankommet.
Ofte stillede spørgsmål
1) Har en laminator oca brug for varme til ethvert skærmjob?
Nej. Masser af OCA-arbejde afhænger ikke af høj varme. Det, der betyder mere, er, om klæbemidlet gennemvæder jævnt under den valgte vakuum- og trykvej. I nogle job, især standardtelefonrenovering, kan processen køre godt med lidt eller ingen tilsat varme, hvis klæbemidlet, stakkens tilstand og indstillingerne allerede matcher.
Men varme har sin plads. Opvarmning bliver vigtig, når viskositetskontrol eller hot-melt-adfærd begynder at spille en rolle. Fejlen er at antage, at mere varme automatisk betyder renere laminering. På følsomme stakke kan ekstra varme tilføje stress i stedet for at løse det virkelige problem.
2) Kan afbobling rette synlig forskydning?
Nej. Afbobling fjerner resterende bobler. Den centrerer ikke glas igen, fjerner ikke støv eller ophæver en dårlig fiksering. Denne skelnen sparer mange spildte cyklusser. Hvis et panel er synligt skævt rundt om en kant, et hak eller et kamerafelt, skyldes fejlen justering, ikke kammeret.
Hovedpointen er, at kammeret er et afskumningsskridt efter laminering eller samling, ikke et korrektionsskridt for dårlig justering. Den direkte version er denne: nogle fejl peger opstrøms og forbliver opstrøms.
3) Hvornår giver en strammere laminerings- og afboblingsflow mere mening end separate stationer?
Det giver mening, når håndtering under overførsel er en del af problemet, og den regelmæssige arbejdsbyrde forbliver i mindre formater. Et kompakt kombineret flow kan forkorte den tid, et frisklamineret panel bruger på at bevæge sig rundt på arbejdsbordet. Det hjælper med støveksponering og operatørrytme, især ved travlt telefonrenoveringsarbejde.
Det giver mindre mening, når linjen ser mange større moduler, mærkelige former eller bredere pladekrav. I disse tilfælde giver separate stationer normalt mere fleksibilitet i fixturer, delstøtte og kammerplanlægning. Den kombinerede rute skal bedst ses som et valg af arbejdsgang, ikke en universel opgradering.
4) Hvad er den første parameter at verificere, når bobler gentages i et hjørne?
Start med armaturstøtte og trykbalance i det område. Mønstre, der kun er i hjørnerne, peger ofte på lokale mekaniske forhold, før de peger på "dårlig lim". Hvis det samme hjørne gentages på tværs af flere kørsler, har linjen allerede et spor. Pladeparallelisme, formens fladhed, kontaktsekvens og delstøtte bør kontrolleres, før en lang liste af indstillinger ændres.
Den logik holder i praksis, fordi gentagne mønstre normalt afslører årsagerne. Tilfældigt udseende bobler er ofte strukturerede, når linjen er opmærksom på, hvor og hvornår de dukker op.
Valget bliver lettere, når workflowet er ærligt
En ren optisk limning kommer normalt fra en stabil kæde, ikke fra et heroisk pres. Justeringen skal forblive på plads. Vakuum skal fjerne luft, før kraften afslutter kontakten. Den limede del skal hvile uden hårdhændet behandling. Afbobling skal afslutte et panel, der allerede er tæt på korrekt. Det er den virkelige betydning af "fra justering til afbobling."
For teams, der sammenligner muligheder nu, er det praktiske næste skridt simpelt. Match maskinen til den sværeste faste opgave, ikke det nemmeste demo-panel. Match derefter lamineringsstationen til dens armaturer, overførselsrytme og afboblingskapacitet. Når målet er færre gentagelser og en mere stabil output, er det bedste laminator oca valg det, der holder hele linjen rolig, ikke det med den mest opsigtsvækkende overskrift. For teams, der planlægger en telefonreparation, omarbejdning eller en større modulbindingslinje, kan Jiutu hjælpe med at matche lamineringsopsætningen, armaturerne og afboblingstrinnet til det faktiske workflow.
Tre nyttige næste skridt
-
Gennemgå den faktiske delmiks fra de sidste 30 dage og adskil telefonarbejde fra større modulopgaver, før udstyr vælges.
-
Test et armatur og et panel under baggrundslys efter laminering og igen efter afbobling, og sammenlign derefter, hvor defekten reelt begynder.
-
Vælg laminering og afbobling som et par, så outputrytme, pladestørrelse og efterbehandlingskapacitet forbliver afstemt.